
MedicalPlanet
Контактные данные:
admin@medicalplanet.su
2009-2023
Принципы прессования таблеток. Типы таблеточных машин.
В настоящее время для прессования медикаментов применяют только самодозирующие таблеточные машины. Для обеспечения требуемого веса таблетки эти машины автоматически отмеривают по объему необходимое количество сыпучего материала.
Сложную и весьма точную операцию прессования производят при помощи трех основных частей: матрицы, пуансона и загрузочной воронки. В зависимости от конструкции машины эти части могут иметь принципиально различное расположение и движение. Но все они служат одним и тем же целям.
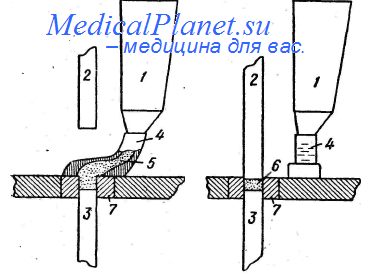
Матрица 2 представляет собой небольшую деталь, как правило, цилиндрической формы. Внутри ее сделано сквозное отверстие диаметром от 3 до 25 мм.
В каждое отверстие входят два цилиндрических стержня — верхний (1) и нижний (3). Эти стержни называются пуансонами (поршнями, штемпелями или штампами). Концы пуансонов могут быть плоскими или вогнутыми; первые дают плоские поверхности таблетки, вторые — двояковыпуклые. Если необходимо нанести надпись или рисунок на таблетки, концы пуансонов соответственно гравируют.
Пуансоны должны достаточно плотно входить в матрицу, но в то же время свободно двигаться вверх и вниз.
На рисунке представлено положение матрицы и пуансонов, при котором нижний пуансон 3 опущен до требуемрй глубины, чтобы необходимое количество порошка (гранул) насыпалось в матрицу 2. Верхний пуансон 1 при этом приподнят. В положении верхний пуансон уже спрессовал порошок в таблетку. Затем он поднимается, выходя из матрицы, а нижний пуансон тоже приподнимается, но только до верхнего края матрицы, чтобы вытолкнуть готовую таблетку.
В некоторых случаях матрицы изготовляют с несколькими отверстиями; тогда соответственно увеличивают число пуансонов.
Матрицы и пуансоны подвержены эрозии и коррозии, а также действию значительных механических усилий. Поэтому их изготовляют из конструкционной углеродистой стали и шлифуют. Износоустойчивость матриц и пуансонов увеличивают хромированием.
Кроме матриц и пуансонов, большую роль в самодозирующих машинах играет загрузочная воронка, которая предназначена в требуемый момент заполнять матрицы (мерку) прессуемым материалом.
Типы таблеточных машин.
Основными типами таблеточных машин являются салазочные, «промежуточные» и ротационные, но имеются и другие типы, которые отличаются от указанных лишь некоторыми деталями.
Салазочные таблеточные машины. Особенность этих машин заключается в том, что матрица у них неподвижна, а загрузочная воронка 1 движется на специальных салазках 2 в направляющих канавках. Воронка проходит над матрицей, прикрепленной к столешнице. Нижний пуансон устанавливается на требуемой высоте, причем регулировка у одних машин производится специальной гайкой, у других — при помощи подвижного подпятника или клина, подкладываемого под нижний пуансон.
Принцип работы этого типа машин заключается в следующем.
Загрузочная воронка с материалом в определенный момент проходит над меркой (матрицей), заполняет ее и сглаживает салазками поверхность порошка; при этом движении воронка несколько сотрясается и сбрасывает лишний порошок. После этого воронка с материалом удаляется, верхний пуансон опускается вниз настолько, чтобы материал достаточно сжался. Если пуансон опустится ниже, то произойдет чрезмерно сильное сжатие или сломается машина. После этого верхний пуансон поднимается, а вместе € ним и нижний пуансон, но только до края столешницы. Этим движением таблетка выталкивается из матрицы и затем сбрасывается толчком салазок или другим приспособлением. Затем нижний пуансон опять опускается до установленного уровня, в образовавшееся углубление снова засыпается порошок, и процесс повторяется.
При простоте конструкции салазочные машины имеют и ряд недостатков: они работают с большим шумом; давление на порошок производится только сверху, и поэтому таблетки получаются неравномерно спрессованными—верхняя часть их тверже нижней. Кроме того, давление на порошок весьма кратковременно (удар). В отдельных машинах для смягчения удара нижний пуансон укрепляется на пружине, тогда момент максимального давления наступает не так внезапно, но все-таки оно длится слишком короткое время, вследствие чего некоторые порошки, например растительные, плохо прессуются.
Чтобы избежать указанного недостатка, выпускаются машины со «ступенчатым» давлением, в которых верхний пуансон производит давление в два или три приема.
Салазочные машины тихоходны (малопроизводительны), число наполнений матриц у них ограничено; при более быстром движении воронки матрица не успевает равномерно наполниться, и материал в воронке подвергается сильному сотрясению и расслаиванию.
В среднем салазочная машина с одной парой пуансонов прессует около 30 (редко — до 50) таблеток в минуту. Для повышения производительности матрицы иногда делают с 2—3—6 отверстиями и снабжают их таким же количеством верхних и нижних пуансонов. Однако при этом затрудняется регулировка расстояния между каждой парой пуансонов в отдельности, вследствие чего таблетки одной штамповки получаются с различной распадаемостью и неровной дозировкой.
Несмотря на указанные недостатки, салазочные машины удобны в небольших производственных лабораториях, так как их легко разбирать и чистить; переход с одного вида продукции на другой не требует большой затраты времени.
В зависимости от размеров салазочных машин, мощность, расходуемая на их привод, составляет от 0,3 до 2 л. с.
- Читать далее "Машины прессования таблеток промежуточного типа. Ротационные машины прессования таблеток."
Оглавление темы "Изготовление таблеток в фармации.":1. Принципы прессования таблеток. Типы таблеточных машин.
2. Машины прессования таблеток промежуточного типа. Ротационные машины прессования таблеток.
3. Типовая ротационная машина прессования таблеток. Конструкция ротационных машин в фармации.
4. Грануляции при изготовлении таблеток. Склеивающие и связывающие вещества в таблетках.
5. Разрывающие и разрыхляющие вещества в таблетках. Опудривающие и смазывающие вещества в фармации.
6. Процесс грануляции таблеток. Сушка влажных гранул в фармации.
7. Сушильные шкафы в фармации. Сушилки с силикагельной колонкой в фармации.
8. Сушка гранул посредством инфракрасных лучей. Ленточные сушилки в фармации.
9. Виды грануляции таблеток. Прессование таблеток.
10. Причины брака таблеток. Брикетирование и теории таблетирования.