
MedicalPlanet
Контактные данные:
admin@medicalplanet.su
2009-2023
Бинты. Изготовление бинтов в фармации.
Бинтом называют кусок материи в форме ленты, скатанной в ровный круглый или сплюснутый цилиндр. Бинт предназначен для предохранения ран от загрязнений, фиксации повязок или удержания частей тела в требуемом положении и для иных целей. В зависимости от назначения бинты изготовляются разной ширины и длины, из различных материалов. Наиболее часто применяют бинты из марли, реже — полотняные, бязевые, фланелевые, бумазейные, эластичные и др.
Марлевые бинты, в свою очередь, могут быть сделаны из отбеленной марли или из суровой марли; по методу обработки они могут быть стерильными и нестерильными, пропитанными антисептическими или лекарственными веществами или не пропитанными и т. д.
Готовые стерильные бинты должны отвечать следующим требованиям:
1) бинты должны быть изготовлены из марли, качество которой соответствует ОСТ 30112-40;
2) намотка бинта должна быть правильной и плотной;
3) бинты не должны иметь пятен и загрязнений;
4) бинты не должны иметь швов и кромок;
5) бинты должны быть спрессованы и иметь форму сплюснутого цилиндра; при этом в зависимости от-длины бинта толщина цилиндра должна быть следующей:
При длине 5 м 16 мм
При длине 7м 20 мм
При длине 10 м 25 мм
6) бинты должны иметь пергаментную оболочку (обертку) установленного образца.
Технологический процесс. Марля, из которой изготовляют бинты, представляет собой разреженную хлопчатобумажную ткань. В 1 см2 марля имеет от 10x10 до 15x15 нитей. На прядильных фабриках хлопок сначала расчесывают, затем получают пушистую ленту (ровницу). Из этой ленты на специальных машинах прядут нити (пряжу), из которых на ткацких станках вырабатывают марлю. В винторезные цехи марля поступает в рулонах по 800—1000 м или в кипах по 1000—2000 м.
2. Сшивка кусков марли. Куски марли помещают на стеллажи. Сшивку ее производят белыми нитками №40 на швейной маши н е с электродвигателем. После сшивки куски марли складывают в кипы и подают к руловочным машинам.
3. Руловка. Руловку марли производят набинторуловочных машинах по следующей схеме: марля с бобины 1 поступает на направляющий вал 2, а с него переходит на ширительное устройство 3 и на измерительное 4, ряд направляющих валов 5 и зажимные вальцы 6. Концы марли зажимают между нижним и верхним прутками (7 и 8), на которые она и наматывается.
По схеме рисунке марля с бобины переходит на направляющий барабан 2, затем на направляющий вал 5, а с него — на измерительный вал 4, расправляющий вал с правой и левой нарезками 5 и на сектор натяжения 6 после этого конец марли зажимают между нижним 7 и верхним 8 прутками, на которые наматывается рулон.
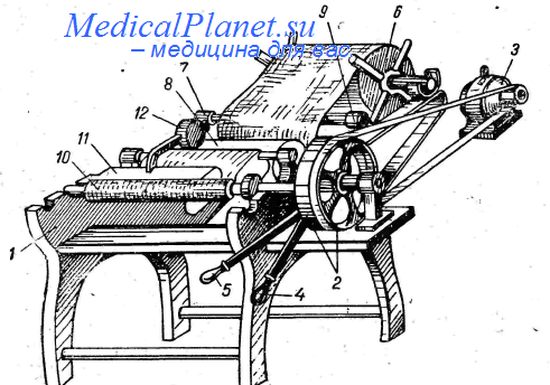
На рисунке представлена схема руловочной машины, состоящей из станины 1 и системы валиков. Для руловки марлю сначала наматывают на деревянный вал. Затем конец марли из полученного рулона 6 протягивают через направляющий вал 7 и шершавый вал 8, служащий для отсчета метража марли и связанный с автоматическим счетчиком. Валики 7 и 9 предназначены для направления движения марли, которая при помощи груза 12 поддерживается в натянутом состоянии. Конец марли притягивают к валу 11 и закрепляют его на одну половину наматывающего прутка и зажимают посредством второй половины прутка. Обе половины прутка 11 закрепляют и устанавливают в подшипник. Рычагом 4 включают электродвигатель 3, приводящий в движение рабочий шкив 2 и связанный с ним вал и наматывающие прутки, которые начинают вращаться и наматывать марлю.
Когда на стержень намотается установленное количество (5, 7 или 10 м) марли, машина автоматически останавливается. В случае необходимости экстренной остановки машины она производится с помощью рычага 5.
Пруток с намотанной на него марлей работница оттягивает к себе, отрезает рулон 10 вручную ножом, снимает его с прутка и укладывает в деревянный ящик.
При руловке необходимо распрямлять марлю, следя за тем, чтобы не получалось складок и чтобы кромки марли были ровно намотаны. Если при намотке марли попадаются швы, то такие рулоны Откладывают в отдельный ящик и используют для изготовления бинтов второго сорта.
4. Прессовка рулонов. Прессовку производят на бинтопротяжном двух валковом механическом прессе. На прессовку поступают рулоны 7, имеющие круглое сечение. Бинты, полученные из таких рулонов, занимают относительно большой объем и неудобны для ношения в карманах и сумках, а также для перевозки. Поэтому рулоны подвергают прессовке, в результате которой сечение рулона 3, а впоследствии и готового пакета бинта получается плоским.
Работница укладывает на направляющий столик (лоток) 2 по четыре-пять рулонов одновременно и проталкивает их под три пары рифленых роликов 3, вращающихся с разным числом оборотов. Здесь происходит вытягивание рулонов, длина которых может увеличиться до 3 см,
Рулоны, пройдя ролики растяжной части машины и лоток 4, попадают под установленные на прочной станине 7 валки 6, просвет между которыми Перепрессовка рулонов не допускается, так как это может превратить их в твердую неэластичную массу, ткань которой будет нарушена.
- Читать далее "Резка рулонов на бинты. Стерилизация бинтов."
Оглавление темы "Гормоны. Перевязочный метериал.":1. Схема производства адренокортикотропного гормона. АКТГ-цинк-фосфат.
2. Питуитрин сухой. Питуитрин для инъекций.
3. Препараты печени. Камполон в фармации.
4. Антианемин. Антианемин в фармации.
5. Антисимпатин. Пепсин в фармации.
6. Пантокрин. Биогенные стимуляторы в фармации.
7. Препараты алоэ. Эмульсия алоэ в фармации.
8. Пеллоидин. Перевязочные материалы в фармации.
9. Бинты. Изготовление бинтов в фармации.
10. Резка рулонов на бинты. Стерилизация бинтов.